Valve testing equipment
Reliable valve performance depends on more than routine inspection. In production, maintenance, and repair environments, test systems are used to verify pressure integrity, leakage behavior, actuator response, and overall readiness before a valve is returned to service or installed in a critical process line.
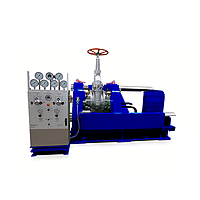
Valve testing equipment supports these tasks with dedicated benches, measuring units, compressor systems, safety accessories, and data registration tools. For B2B buyers, the main goal is usually not just finding a device with the highest pressure rating, but selecting a practical test setup that matches the valve type, test medium, workflow, and required level of measurement confidence.

Where valve testing equipment fits in industrial operations
Valve testing is commonly part of quality control, workshop overhaul, commissioning, and periodic verification. Depending on the application, the equipment may be used to check shutoff performance, measure leakage, confirm actuator operation, or document test results for internal records and customer acceptance.
Because these tasks often involve compressed air, water, gas, or hydraulic power, test stations are typically built as a complete testing ecosystem rather than a single standalone instrument. In many cases, the most effective solution combines pressure generation, measurement, safety barriers, and result registration in one workflow.
Typical equipment found in this category
This category covers several types of valve test equipment with different roles. Leakage measuring units such as Revalve MIP-A, Revalve MIP-W, and Revalve BR are intended for evaluating control valve leakage under defined conditions, using air or water depending on the testing method.
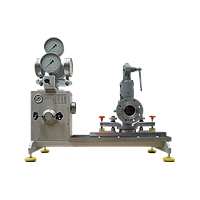
For actuator-related tasks, the Revalve SI-PRA test unit is designed for testing control valve actuators, helping users assess pressure channels and electrical adjustment signals during setup or verification. In systems where pressure must be generated and maintained, automated compressor units such as Revalve UK-1, UK-2, UK-3, and UK-3M provide the air supply side of the process.
Supporting equipment is equally important. The Revalve MG hydraulic drive unit contributes hydraulic power where required, while the Revalve MSSH muffler is relevant in high-pressure PSV gas testing where noise reduction becomes part of safe operation. For physical protection around the test area, the Revalve B safety fence addresses the safety perimeter rather than the measurement function itself.
Selection factors that matter in practice
When comparing options, pressure range is only one part of the decision. Buyers should also consider the test medium, expected leakage measurement range, available utility supply, installation footprint, and whether the system will be used in a dedicated test bay or a more flexible workshop environment.
Another key factor is the type of valve under test. Control valves, actuated valves, and pressure safety valves often require different procedures and accessories. A leakage measuring unit may be the right choice for one application, while a setup combining compressor supply, shielding, and computerized registration is more suitable for another.
Documentation needs can also influence equipment choice. If traceability and repeatable reporting are important, a system like the Revalve CRS-M computer registration system can be valuable because it supports pressure, leakage, and temperature data capture as part of the broader testing process.
Leakage, pressure, and actuator verification
One of the main reasons companies invest in valve testing equipment is to improve consistency in acceptance criteria. Leakage-focused devices help technicians quantify valve behavior instead of relying only on visual checks or simplified pass/fail judgments. This is especially useful in service workshops and manufacturing lines where repeatable procedures are important.
Pressure generation and verification are closely linked to that process. Compressor units establish the test conditions, while the rest of the test setup determines whether the valve remains tight and stable under those conditions. In some cases, users may also compare their setup with related manometers or other pressure indication devices used elsewhere in the plant.
For actuated valves, a test unit such as Revalve SI-PRA helps evaluate the response of pneumatic and electrical control inputs. That makes this category relevant not only for pressure testing, but also for functional verification before installation or return to operation.
Safety and supporting infrastructure
Testing valves at elevated pressure introduces obvious safety requirements. Protective barriers, controlled pressure buildup, noise management, and suitable work area layout should all be considered alongside the core measurement equipment. This is why products such as the Revalve B safety fence and Revalve MSSH muffler have a clear place in the category even though they are not measuring instruments by themselves.
In higher-pressure environments, support equipment often determines whether a test station is practical for daily use. A properly matched compressor unit, hydraulic source, and physical enclosure can improve operator safety and make test cycles more controlled. Where users also need general-purpose pressure indication in nearby workstations, categories such as hydraulic meter solutions may provide additional context for the wider setup.
Manufacturers and solution scope
This category includes equipment from specialized suppliers serving industrial measurement and testing needs. Revalve is particularly relevant here because the listed range covers multiple stages of the valve testing workflow, from leakage measurement and actuator testing to compressor supply, data registration, and safety accessories.
METRUS is also a notable manufacturer in the broader measurement landscape. Depending on the application, buyers may review available brands not only by product name, but by how well the manufacturer supports the intended testing method, integration requirements, and long-term maintenance of the equipment.
How to approach a complete test setup
For many industrial users, the best purchasing decision starts with the process rather than the product list. Define whether you need leakage measurement, actuator testing, high-pressure generation, data recording, or a combination of these functions. That usually makes it easier to identify whether a single device is enough or whether a multi-component station is required.
It is also helpful to check what pressure monitoring tools are already used in the facility. Existing references from pressure, temperature and humidity monitors or similar measurement categories may support calibration, cross-checking, or environmental monitoring around the test process, even if they are not the main valve test platform.
In short, valve testing equipment should be selected as part of an operational workflow: pressure source, test method, safety measures, result recording, and service conditions all need to align. A well-matched setup helps improve repeatability, supports technical compliance procedures, and gives maintenance or production teams a clearer basis for evaluating valve condition before release.
Get exclusive volume discounts, bulk pricing updates, and new product alerts delivered directly to your inbox.
By subscribing, you agree to our Terms of Service and Privacy Policy.
Direct access to our certified experts